|
�����к�˳��е�����������˾
��˾��ַ��������ʯ������ĥ�̽�
�ֻ���13803173217
13633172000����ͼֽ���ۣ�
�绰��0317-2802388
QQ����˳���� 251021788
��ϵ�ˣ�������
��ַ��www.haoshunjixie.com |
|
|
|
|
|
��ҵ���ּӹ�����·�߰������� |
| ����ʱ�䣺2024-01-22�����Ķ���1947�� |
|
��ҵ�����ӹ�����·�߰������ܣ�
���dz���(ͼ5-24)�� ����Ϊ40Cr�֣��ݱ����Ӧ����Ӳ��Ҫ��
(1)��ҵ���ּӹ�����·�� ����ë������һ����→ϳ��→��Ƶ��Ӧ���
(2)��ҵ���ֻ��������ǰ��������ڿ�8(φ22mm ) A�� B��C���ߴ磬ͬΪ22.04mm�������������������5-14�� ͨ����5-14���Կ��������ų��ֱں�IJ�ͬ����A��B��C�����ڿ������Dz�ͬ�ġ�A��(�ں�4.5mm)ƽ���ʹ�0.025mm;B��(�ں�7mm)ƽ���ʹ�0.018mm;C��(�ں�12.76mm)ƽ����С0.02mm��
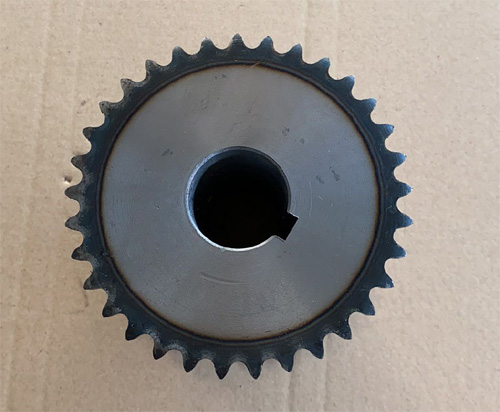
���ں�ϱ�ʱ(4mm����)���ڿ��������ʹ��������Ƶ��Ӧ����ʱ���������Ѿ����������֯Ӧ��Ϊ����ʹ�ڿ�����С��Ϊ�ʹ�C��ƽ���ʹ�0. 02mm���ܽ����ϣ������ڸ�Ƶ��Ӧ����Ļ������������ں�>4 ~5mmʱ��һ���ڿ�������С���ں����ʱ���ڿ����ʹ�����;���ֵĹ����߱仯��һ����������������0~0.02mm��Χ�ڡ������ڿ��䳬��ij��֣������ڴ������������ѹ�����������ڹ������䣬���Ը��ݻ�����ɣ��ڴ��ǰ�������ϳߴ繫��ӹ����ɡ�ʵ��5˫����ҵ����(ͼ 5-25)������Ϊ40Cr�֣�ģ��Ϊ2. 5mm,Ҫ��Ԥ�ȵ��ʴ������ݲ���Ƶ��Ӧ���ػ�Ӳ��48 ~ 52HRC��
(1)��Ƶ�豸�빤�ճ��ָ�Ƶ��Ӧ������100kW��Ӧ�����豸����ͬʱ���ȴ�����ȴ����淶������������5-15��
(2)��ҵ���ֻ���ȼ�����ָ�Ƶ��Ӧ�������������5-15����Ƶ��Ӧ�������ڳݿ���ͬ���ڳݿ��ϴ����γɹ��Ρ�Ӳ����Ӳ������Ⱦ�����Ҫ��
|
|
|